Indice
Con il taglio e la piegatura, la brasatura dei tubi in rame e la realizzazione di collari ribattuti rappresentano le tecniche di base dell’idraulica.
Le tecniche di base dell’idraulica sono tutte relativamente semplici e perfettamente accessibili all’hobbista, anche se questi non possiede alcuna esperienza nel campo. Tuttavia, la brasatura fa generalmente un po’ paura all’amatore, poiché è necessario utilizzare un cannello e il lavoro alla fiamma è più impressionante del maneggiare una pinza per piegare i tubi. Tuttavia, se rispettate le regole elementari di sicurezza e seguite con precisione le diverse fasi della brasatura, riuscirete a montare degli impianti relativamente complessi. E’ sempre consigliabile esercitarsi prima di iniziare la realizzazione propriamente detta: sacrificherete alcuni raccordi e alcuni decimetri di tubo (che comunque rappresentano un prezzo irrisorio), ma potrete così acquistare la sicurezza indispensabile per evitare grossi errori quando sarete veramente al lavoro.
I tubi in rame destinati all’adduzione possono essere assemblati con altre tecniche diverse dalla brasatura: infatti, avete a vostra disposizione i collari ribattuti, i raccordi rapidi e i raccordi da avvitare (sui quali ritorneremo in seguito). Tuttavia, i raccordi brasati sono generalmente preferibili, poiché sono nettamente meno cari, vantaggio che non deve essere trascurato se si intraprende il montaggio di un impianto comprendente numerosi raccordi: d’altro canto, gli assemblaggi saldati possono essere incassati, cosa che non è possibile con quelli avvitati. I collari ribattuti sono utilizzati per i raccordi sulle tubature dei rubinetti e degli elettrodomestici (scaldabagno, per esempio), nella misura in cui bisogna prevedere un possibile intervento futuro.
MATERIALE NECESSARIO
Prodotti
Pasta decapante
Flusso disossidante in pasta
Lana d’acciaio
Bacchetta di stagno
Bacchetta di rame
Bacchetta d’argento
Utensili
Lampada per saldare o cannello (gas butano o propano)
Morsa
Pennello
Tagliatubi
Coltello
Guanti di protezione
Capillarità
Se stendete dell’inchiostro su della carta assorbente otterrete un fenomeno di capillarità, della stessa natura di quello prodotto dalla risalita d’acqua tra due piastre di vetro poste l’una contro l’altra. La brasatura dei tubi di rame si rifà allo stesso principio: i due tubi sono in contatto su una certa lunghezza e il metallo di apporto si diffonde su questa superficie assicurando un raccordo a tenuta stagna. E’ per questo che i raccordi utilizzati comportano a ciascuna delle loro estremità, per alcuni millimetri, una sezione un po’ più grande, che permette l’incastro. Conviene dunque inserirli bene a fondo, affinché il contatto sia sufficiente. Affinché la diffusione del metallo d’apporto liquido per capillarità avvenga, si ritiene che sia necessario un gioco massimo, tra i due tubi, di 0,25 mm. Dovrete dunque verificare che i pezzi da assemblare non siano deformati e non presentino sbavature. Qualsiasi irregolarità può creare una parte debole nella brasatura e delle fughe rischiano di prodursi quando l’acqua circolerà sotto pressione. Poiché il metallo d’apporto si diffonde per capillarità, teoricamente non importa se lo si fa penetrare dall’alto verso il basso o dal basso verso l’alto. Tuttavia, è preferibile procedere dal basso verso l’alto; infatti, il metallo d’apporto in eccesso non si accumula, ma cola da solo ed è così possibile controllare meglio l’operazione.

Quando montate un impianto con raccordi brasati, dovete prendere le misure con cura per il taglio dei tubi. Infatti, bisogna tener conto della lunghezza dei raccordi, ma anche della lunghezza dell’incastro.
Piuttosto che riportare le misure, è preferibile porre il raccordo sul tubo a secco (senza assemblare), e effettuare il taglio all’altra estremità. Se si desidera porre un raccordo su una tubatura già installata, bisogna tenere l’elemento al di sopra del tubo tenendo conto dell’incastro necessario.
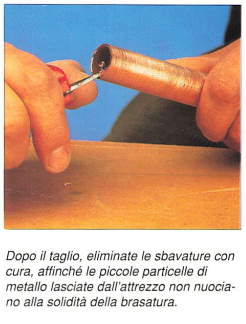
Effettuate poi un taglio preciso, con l’apposito attrezzo tagliatubi o una sega per metalli; il primo ha il vantaggio di produrre dei tagli perfettamente perpendicolari all’asse del tubo, cosa che non è sempre realizzabile con la sega. Al momento della realizzazione del taglio, prendete le precauzioni necessarie per evitare qualsiasi deformazione del tubo (quando lo serrate nella morsa, per esempio), poiché ne conseguirebbero delle difficoltà nell’assemblare il raccordo e nell’operazione di brasatura. Dovrete poi eliminare le sbavature con cura, poiché la minima irregolarità, può comportare dei difetti di solidità della brasatura, in quanto delle piccole particelle di metallo possono creare uno scarto eccessivo tra le due parti, od opporsi alla penetrazione corretta del metallo d’apporto. Quando il tubo è stato tagliato, ponete il raccordo inserendolo a fondo e verificando che le dimensioni siano corrette: non conviene mai forzare per posizionare una tubatura giocando sull’elasticità del metallo; infatti, questo potrebbe creare delle tensioni che potrebbero tradursi in perdite al livello delle brasature.
Disossidante
Non è possibile effettuare una brasatura facendo semplicemente fondere una bacchetta di rame in un giunto che ricopra i due tubi di rame, Infatti, quando si effettua il riscaldamento i metalli si ossidano e questo fenomeno contrasta con l’aderenza del metallo d’apporto. Per ottenere un raccordo solido, conviene eliminare l’ossidazione; è per questo che si utilizzano dei prodotti disossidanti che, riscaldandosi, formano una pellicola di smalto; in questo modo, la fiamma non è a contatto diretto con il metallo: gli ossidi possono dunque liberarsi sotto forma di gas. Per la brasatura dolce allo stagno. il disossidante utilizzato contiene nella maggior parte dei casi della resina (o del cloruro di zinco). Per la brasatura forte, il disossidante è a base di borato di sodio che, sotto l’azione del calore, si disidrata, si gonfia e prende l’aspetto di una massa vetrosa. Non confondete disossidante con decapante, poiché quest’ultimo prodotto ha solo la funzione di pulire le superfici metalliche, affinché esse diventino lisce e il metallo d’apporto si stenda correttamente. Con l’aggiunta al disossidante di sostanze acide decapanti la questione si è semplificata: è sufficiente utilizzare un solo prodotto che nello stesso tempo decapi e impedisca l’ossidazione. Dovrete tuttavia prendere le necessarie precauzioni affinché questo prodotto non entri in contatto con la pelle.
Brasatura dolce allo stagno
La brasatura dolce utilizza come metallo d’apporto, in pasta o sotto forma di bacchetta, lo stagno. la cui temperatura di fusione si colloca attorno a 250 gradi. Il metallo può anche presentarsi sotto forma di un filo in bobina, la cui sezione è in funzione delle dimensioni dei pezzi da assemblare. Si tratta di una lega di piombo e stagno, che ha dunque un punto di fusione più basso rispetto a quello dello stagno puro. L’assemblaggio ottenuto ha una resistenza meccanica abbastanza debole e serve essenzialmente ad assicurare la tenuta stagna, piuttosto che a fissare i tubi. Potrete utilizzare questo sistema sulle tubature di scarico in rame (di ampio diametro) cosi come sulle tubature di adduzione dell’acqua fredda. E’ anche utilizzato nell’ambito elettrico e nella lavorazione dei metalli, quando si tratta di assemblare dei pezzi di zinco, di latta. ecc.. Per effettuare una brasatura allo stagno. cominciate decapando il rame. Utilizzate un abrasivo come la lana d’acciaio, molto pratica, poiché sufficientemente morbida da permettervi di levigare una superficie cilindrica. Potete anche utilizzare della tela smeriglio o persino una lima. Con un pennello, applicate sull’estremità del tubo da assemblare lo stagno in pasta (specifica per saldature) comprendente un decapante integrato. Questa tappa è detta stagnatura ed è essenziale per ottenere una buona tenuta stagna. Riscaldate poi con una lampada per saldare o un cannello, spostando regolarmente la fiamma, affinché il riscaldamento sia omogeneo. Lo stagno deve assumere una tonalità brillante; non riscaldate ulteriormente, poiché il metallo d’apporto colerebbe. A questo punto, smettete di riscaldare e passate, con precauzione, un panno umido arrotolato a mo’ di tampone per eliminare le tracce di decapante e lasciare solo lo strato di stagno. Poi incastrare il raccordo sulla tubatura. Riscaldate di nuovo, non eccessivamente, affinché lo stagno riprenda un colore brillante. Spostate la fiamma ed avvicinate al giunto una bacchetta di stagno per migliorare la brasatura. Evitate, tuttavia, l’eccesso di prodotto. Lasciate raffreddare prima di manipolare la tubatura.



Preparazione
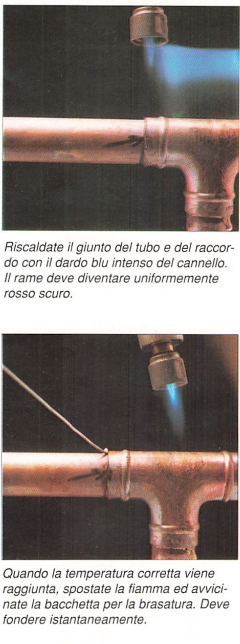
Brasatura forte
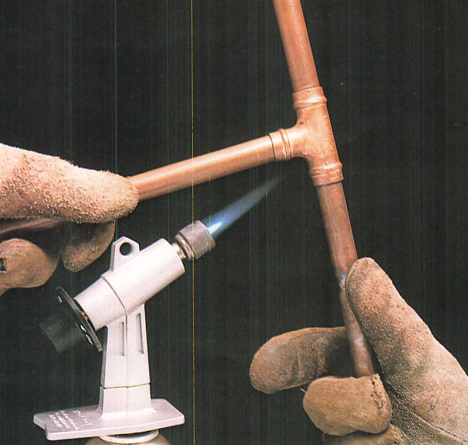
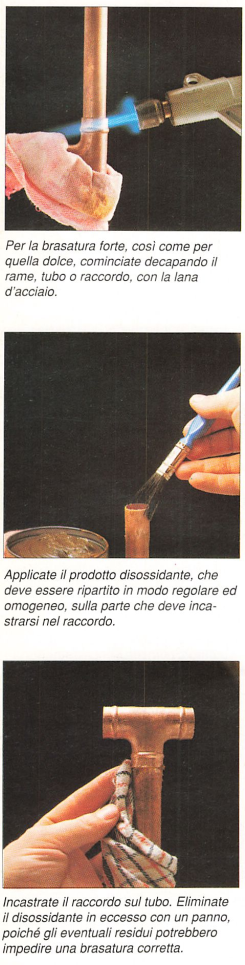
I raccordi idraulici sono generalmente assemblati a brasatura forte; questa tecnica è preferibile per le tubature di adduzione, sia dell’acqua calda che di quella fredda. Utilizza, quale metallo d’apporto, il rame o l’argento, in bacchette. Il primo è meno costoso, ma esige un calore più intenso (da 700 a 800 gradi contro i 600-650 gradi per l’argento). La tecnica di preparazione è molto simile a quella della brasatura dolce. Dovrete dunque cominciare pulendo l’estremità del tubo e l’interno del raccordo con della lana d’acciaio, poi applicare il prodotto disossidante, a base di borato. Attenzione, la regola fondamentale per brasare non è di far fondere la bacchetta del metallo d’apporto con la fiamma, ma di metterla in contatto con i tubi precedentemente riscaldati. Dovrete dunque cominciare dirigendo la fiamma del cannello sul giunto di copertura. Questa fiamma deve essere regolata in modo tale da presentare un dardo blu intenso abbastanza corto: è la punta di questo dardo che deve entrare in contatto con i pezzi per ottenere il massimo del rendimento. Spostate la fiamma attorno al tubo per ottenere un riscaldamento omogeneo. Il rame deve raggiungere il colore rosso scuro. Potete anche osservare il disossidante, che deve diventare incolore (dopo essersi vetrificato). A questo punto, spostate la fiamma, poi avvicinate la bacchetta al giunto. A contatto del metallo incandescente, il rame (o l’argento) fonde istantaneamente e penetra tra i due tubi per capillarità. Insistete spostando la bacchetta sul giunto, affinché il metallo d’apporto colmi tutti gli interstizi. Restano solo le tracce nerastre del disossidante da pulire con dell’acqua pulita.