Indice
In questa guida spieghiamo quali sono le varie tecniche di saldatura.
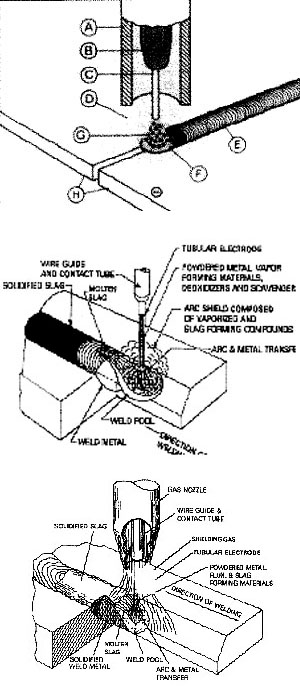
MIG-MAG
Il processo di saldatura a filo continuo viene ampiamente utilizzato per l’elevata produttività e per la sua applicabilità ai sistemi di automazione.
E’ un processo di saldatura autogena in cui l’arco scocca tra il pezzo ed il filo fusibile.
Il dispositivo di avanzamento del filo provvede ad alimentare il bagno con continuità (al contrario della bacchetta ad elettrodo che, una volta terminata, deve essere rimpiazzata con una nuova bacchetta).
La protezione gassosa viene fornita, direttamente sul bagno fuso, da un gas di supporto.

Schema tecnologia di saldatura a filo pieno e filo animato
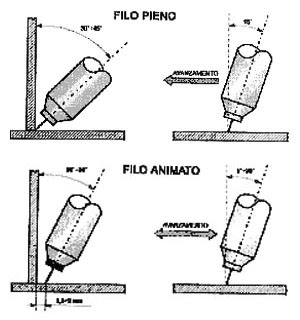
Posizione corretta ed avanzamento di saldatura
Per una corretta esecuzione della saldatura occorre posizionare correttamente la torcia o, per essere più precisi, il filo saldatura.
Nei due schemi seguenti sono indicate la posizione e l’avanzamento della saldatura in base alla tecnologia di saldatura a filo pieno e a filo animato su un giunto ad angolo.
Modalità di trasferimento del materiale d’apporto.
In base all’impostazione dell’apparecchiatura di saldatura, e di conseguenza dell’impostazione dei parametri di tensione (V) e di corrente (A), si possono ottenere differenti condizioni di trasferimento del materiale.
Spray Arc (Arco Spray): flusso continuo di piccole gocce libere. Utilizzato con valori di corrente alta, buona qualità e buon aspetto, condizione di arco stabile.
Globular Arc (Arco Globulare): grosse gocce libere con frequenza più bassa, ottenuto con correnti medie e distaccamento della goccia a causa del campo magnetico a forbice, saldatura non bella d’aspetto.
Short Arc (Arco Corto): grosse gocce che si distaccano per corto circuito; ottenuta con correnti basse, utilizzata per saldature in posizione e per riempimento.
Vantaggi della saldatura MIG MAG
-Si saldano quasi tutti i tipi di materiali ferrosi ed anche materiali non ferrosi.
-Si ha un’elevata qualità delle saldature.
-Utilizzabile in tutte le posizioni di saldatura.
-Non produce scoria.
-Elevata produttività.
-Tecnica di facile apprendimento
Svantaggi della saldatura MIG – MAG
-Apparecchiature ingombranti
-Ridotta protezione del bagno rispetto ai procedimenti ad elettrodo o sotto protezione di flusso
-Sensibile alle correnti d’aria.
-Elevati costi dei gas protettivi.
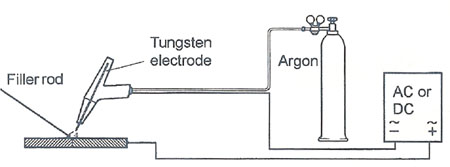
TIG
Il processo di saldatura TIG, è un processo di saldatura per fusione, autogeno. L’arco elettrico scocca tra l’elettrodo infusibile, che si trova sotto protezione gassosa, ed il materiale da saldare.
L’elettrodo del TIG è in Tungsteno, materiale ad alta temperatura di fusione e con ottime proprietà di emissione termoionica.
Il processo di saldatura TIG può essere
-manuale: con lunghezza d’arco ed elettrodo controllati dal saldatore;
-semiautomatico: lunghezza d’arco ed elettrodo controllati dalla macchina, mentre il saldatore sposta l’elettrodo lungo la saldatura;
-automatico: tutte le operazioni sono effettuate dal Robot.
Si ha un arco stabile che consente un buon controllo del bagno di fusione. Tuttavia il TIG è un processo poco produttivo, utilizzato per piccoli spessori.
Si possono saldare tutte le tipologie di metalli e non metalli utilizzando come materiale d’apporto una bacchetta o addirittura, grazie all’arco ad energia molto concentrata, solo affiancando le due estremità da saldare, senza utilizzare materiale d’apporto.
Elettrodi
Gli elettrodi impiegati per il processo di saldatura TIG sono di quattro tipi
-Elettrodi di tungsteno puro
-Elettrodi di tungsteno addizionato di ossido di thorio
-Elettrodi di tungsteno addizionato di zirconio
-Elettrodi di tungsteno con strisce di tungsteno thoriato
CORRENTE
In relazione al tipo do materiale da saldare, il TIG può essere utilizzato sia in corrente continua che in corrente alternata.
CCPD
Collegamento utilizzato per la saldatura con il positivo al pezzo. In questo modo il calore è concentrato sul materiale che si deve saldare; viene sfruttato l’effetto termoionico dell’elettrodo, le cariche positive che vanno verso l’elettrodo hanno bassi valori di energia cinetica, mentre l’anodo, cioè il materiale base, è bombardato da elettroni che arrivano ad altissima velocità, producendo un bagno di fusione profondo e stretto.
CCPI
In questo tipo di collegamento, si ha una maggiore concentrazione del calore verso l’elettrodo: in questo caso la torcia è collegata al polo positivo. Questo tipo di collegamento non viene praticamente mai utilizzato in quanto si rischia di rovinare l’elettrodo di Tungsteno. Comunque utilizzandolo a bassi tenori di corrente, è molto efficace per l’asportazione di ossidi dalle superfici che si devono saldare; in pratica gli ioni positivi, di maggiore peso, accelerati dall’arco, vanno a sbattere contro il materiale base frantumando gli ossidi e consentendo la saldatura
C.A.
La corrente alternata è una combinazione dei due tipi di collegamento sopra citati. Il calore è distribuito, al 50 %, tra elettrodo e pezzo da saldare. Con questo tipo di collegamento, si sfrutta la sabbiatura termoionica per eliminare gli ossidi infusibili di Alluminio e Magnesio. Gli ioni positivi, più pesanti delle cariche negative, colpiscono gli ossidi disgregandoli.
Protezione gassosa aggiuntiva
Soprattutto nei procedimenti di saldatura del Titanio, bisognerebbe prendere delle precauzioni aggiuntive che consentano di proteggere il cordone da eventuali ossidazioni superficiali. La “scarpetta” č un sistema aggiuntivo di protezione gassosa che copre un certo tratto del cordone in fase di raffreddamento.
Nel caso di saldature di tubi in acciaio inossidabile, bisognerebbe proteggere la prima passata creando un’atmosfera inerte all’interno del tubo stesso mentre, nel caso di saldature di testa, bisognerebbe creare un supporto gassoso sul rovescio.
Tali protezioni gassose aggiuntive, come detto, vengono tutte utilizzate allo scopo di proteggere il cordone di saldatura dai possibili attacchi di agenti atmosferici.
Principi operativi
Nei processi di saldatura TIG è necessario osservare alcune precauzioni operative fondamentali:
Il processo di saldatura non è scorificante, quindi bisogna curare la pulizia dei lembi per ridurre le cricche a caldo.
Durante l’innesco dell’arco elettrico occorre evitare la contaminazione del bagno fuso da parte dell’elettrodo di tungsteno.
La posizione ottimale di saldatura è quella raffigurata di seguito.

Vantaggi
-Risulta essere possibile saldare quasi tutti i tipi di materiali ferrosi ed anche materiali non ferrosi
-Elevata qualità delle saldature
-Utilizzabile in tutte le posizioni di saldatura
-Non produce scoria
Svantaggi
-Ridotta protezione del bagno rispetto ai procedimenti ad elettrodo o sotto protezione di flusso
-Sensibile alle correnti d’aria
-Elevati costi dei gas protettivi
-Bassa produttività
-Tecnica di difficile apprendimento
Difetti tipici del processo TIG
I tipi di difetti tipici che andremo a riscontrare con il processo TIG sono
-Inclusioni di tungsteno
-Ossidazione del cordone al rovescio (nel caso in cui non siano state adottate le precauzioni di protezione gassosa).
-Inclusioni di gas, dovute alla scarsa pulizia dei lembi e a tecnica operativa scadente nel movimento della torcia e della bacchetta.
-Contaminazione del gas di protezione.
ELETTRODO RIVESTITO
La saldatura con elettrodo rivestito è il procedimento di saldatura più utilizzato tanto nelle costruzioni meccaniche quanto in carpenteria metallica, è indicato per la saldatura di quasi tutte le leghe metalliche ferrose e non ferrose ad eccezione delle leghe di alluminio.
Si tratta di un procedimento molto versatile nel quale viene prodotto un arco elettrico tra un elettrodo “consumabile”, opportunamente rivestito, ed il pezzo da saldare. Le gocce di metallo fuso provenienti dall’elettrodo vengono trasferite, mediante l’arco, nel bagno di fusione mentre i gas prodotti dal rivestimento le proteggono dall’atmosfera. La scoria fusa che galleggia sopra il bagno di fusione lo protegge dall’atmosfera durante la solidificazione.
Il procedimento di saldatura con elettrodo ben si presta alla saldatura in tutte le posizioni e, grazie alla semplicità dell’apparecchiatura, all’impiego in molte situazioni, anche in cantiere o in spazi limitati.
A fronte di indubbi vantaggi operativi dobbiamo tuttavia registrare una scarsa produttività, infatti, l’elettrodo ha una lunghezza ridotta e deve quindi essere frequentemente sostituito.
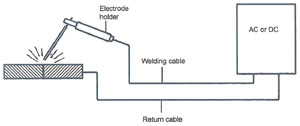
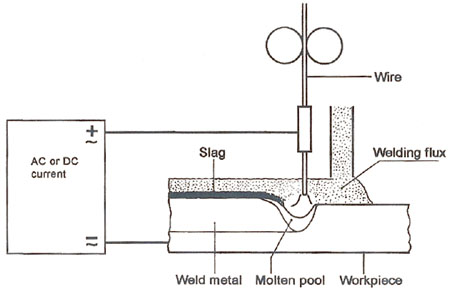
Circuito di saldatura
L’apparecchiatura per la saldatura ad elettrodo è costituita da un generatore e da due pinze: una per la massa e l’altra per il porta-elettrodo.
-Generatore. Funzionamento in corrente continua ed in corrente alternata. Deve avere la potenza necessaria ad innescare l’arco elettrico ed a mantenerlo durante tutta la fase di saldatura.
-Elettrodo rivestito. L’elettrodo rivestito è composto da due parti ovvero da un’anima metallica che funge da materiale d’apporto e da un rivestimento che ne fornisce la protezione.
Nel corso della saldatura l’anima dell’elettrodo fonde e, sotto forma di gocce, si trasferisce nel bagno di fusione; contemporaneamente anche il rivestimento segue l’anima nel bagno di fusione in modo tale da formare una coppa all’estremità dell’elettrodo; con tale conformazione il rivestimento contribuisce alla protezione dell’estremità dell’elettrodo dove il materiale è fuso ed inoltre crea una sovrappressione locale dei gas nel suo interno, capaci di provocare il distacco ed il trasferimento della goccia.
Una parte del materiale d’apporto si volatilizza creando dei gas che creano una zona di protezione dell’arco riducendo il pericolo di ossidazione del bagno.
In quest’area protetta avviene il trasferimento del metallo fuso in gocce: anche in questo caso il rivestimento, fondendo contemporaneamente al metallo, avvolge le gocce di metallo fuso creando un’ulteriore protezione contro le ossidazioni.
Raggiunto il bagno liquido il rivestimento reagisce chimicamente sviluppando proprietà disossidanti, defosforanti e desolforanti grazie alla presenza di CaCO3 dando origine ad una scoria solida che protegge la superficie del bagno di fusione durante la solidificazione. In seguito la scoria dovrà essere asportata.
Funzioni del rivestimento
-Protezione contro l’ossidazione. La protezione del rivestimento avviene sia sotto forma gassosa, creando un gas protettivo intorno l’arco elettrico, sia sotto forma solida, proteggendo tanto l’estremità dell’elettrodo fuso quanto le gocce che scendono verso il bagno.
-Disossidazione del bagno. La disossidazione del bagno avviene grazie agli elementi disossidanti, Manganese e Silicio, contenuti nel rivestimento; questi reagendo chimicamente con il bagno fuso, sottraggono l’ossigeno dagli ossidi di ferro presenti nel bagno, formando a loro volta degli ossidi insolubili nel metallo fuso che salgono in superficie sotto forma di scoria.
-Depurazione del bagno. La depurazione del bagno da parte dell’elettrodo è dovuta a sostanze come i carbonati di calcio e di magnesio, in grado da catturare zolfo e fosforo sotto forma di composti che salgono direttamente alla superficie del bagno fuso.
-Apporto di elementi di lega. Oltre agli elementi sopra citati, il rivestimento può contenere elementi di lega, manganese, cromo, nichel, molibdeno, ecc., che rimangono come elementi di lega nella zona fusa modificandone la composizione chimica.
-Influenza sulla stabilità dell’arco. L’atmosfera creata dalla volatilizzazione del rivestimento, influenza la stabilità dell’arco. In generale l’influenza è positiva per leganti del rivestimento contenenti elementi alcalini come Na, K, Li, che sono elementi di facile ionizzabilità. Al contrario, nel caso di elettrodi a rivestimento basico, la presenza della fluorite, fluoruro di calcio, potente deionizzante necessario per abbassare il punto di fusione di un rivestimento ricco di calcio e magnesio, influisce negativamente alla stabilità dell’arco. In questo caso, per l’utilizzo degli elettrodi basici, è sempre meglio utilizzare una corrente di saldatura del tipo C.C.P.I.. La stessa problematica la si riscontra con l’elettrodo cellulosico che a causa del potere dissociativo della CO2 di cui è ricca l’atmosfera gassosa ottenuta, anche in questo caso è sempre meglio utilizzare una corrente C.C.P.I..
-Influenza sulla saldatura in posizione. La parte del rivestimento che fondendo si porta, sotto forma di scoria, sulla superficie del bagno può aiutare, per l’azione della tensione superficiale della scoria fusa, il bagno a rimanere aderente al materiale base facilitando la saldatura in posizione.
Quando quest’azione viene a mancare la saldatura deve essere eseguita in posizione piana o al massimo in posizione frontale.
Tipi di rivestimento
Nei paragrafi precedenti sono state fornite alcune informazioni di base sui rivestimenti degli elettrodi, qui di seguito forniamo ulteriori dettagli su alcuni rivestimenti tipici.
-Rivestimento Acido
Sono rivestimenti costituiti da ossidi di ferro e ferroleghe come manganese ed il silicio.
E’ un rivestimento che conferisce buona stabilità d’arco e quindi può essere utilizzato sia in Corrente Continua a Polarità Diretta (negativo sulla torcia) sia in Corrente Alternata.
La scoria creata dal rivestimento è facilmente asportabile tuttavia, non essendo rifusibile, è sempre meglio asportarla del tutto prima di procedere con le passate successive onde evitare inclusioni di scoria.
Questi rivestimenti hanno basso effetto sugli elementi bassofondenti, quindi è sempre meglio non utilizzarli su materiali base aventi un certo tenore di zolfo o fosforo perchè si potrebbero dare luogo a difettosità come le cricche a caldo.
I rivestimenti acidi fondono apprezzabili quantità di materiale base: ne deriva un bagno fluido che li rende inadatti alle saldature in posizione.
Sono rivestimenti piuttosto igroscopici e quindi devono essere ben trattati prima dell’utilizzo; in caso contrario, durante la saldatura, si potrebbe avere intrusione di idrogeno con successiva formazione delle cricche a freddo.
Le caratteristiche meccaniche dei depositi sono buone in quanto il bagno risulta ben disossidato.
-Rivestimenti al rutilo
Sono simili ai rivestimenti acidi ma contengono elementi come il biossido di titanio, rutilo o ilmenite , che conferisce al deposito un ottimo aspetto superficiale dopo la solidificazione.
Per tale motivo questi elettrodi sono da utilizzati nel caso si debba tener conto dell’aspetto estetico del cordone di saldatura.
Questa tipologia di elettrodi possono contenere anche sostanze come la cellulosa (rutilcellulosici) o, in quantità limitata, carbonati di calcio e di magnesio, tipici elementi di un rivestimento basico (rutilbasici o semibasici).
Gli elettroditi rivestiti al rutilo, così come i cellulosici, non depurano il bagno e sviluppano grosse quantità di idrogeno: per tale ragione sono poco raccomandabili per la saldatura di acciai soggetti a criccabilità a freddo.
Sono semplicemente maneggevoli in tutte le posizioni e la stabilità d’arco è ottima, si possono saldare sia in corrente continua Polarità Diretta (negativo sulla torcia) sia in Corrente alternata con buone caratteristiche meccaniche in zona fusa.
Per tali ragioni i rutilici sono utilizzati nelle saldature di spessori moderati.
-Rivestimenti cellulosici.
Il rivestimento degli elettrodi cellulosici è costituito da cellulosa contenente elementi di lega come manganese e silicio, elementi altamente disossidanti.
Il cellulosico è quindi un elettrodo altamente purificante ed il rivestimento, per la maggior parte gassificato, e minimizza la scoria sul bagno fuso.
Questo tipo di rivestimento permette la saldatura in posizione “verticale discendente”, fonde una notevole quantità di materiale base offrendo buona penetrazione in prima passata.
Il difetto dei cellulosici è di essere poco efficaci contro le impurezze e quindi non dovrebbero essere utilizzati in procedimenti di saldatura con materiali base contenenti elementi di lega basso fondenti, dove potrebbero creare problematiche di criccabilità a caldo.
Non dovrebbero essere utilizzati nemmeno nel caso di saldature con materiali soggetti a strutture di tempra perché, oltre all’idrogeno derivante dall’aria, lo stesso rivestimento è portatore di umidità.
La precaria stabilità dell’arco richiede l’impiego di generatori di corrente continua con Polarità inversa (positivo sulla torcia) .
-Rivestimenti basici.
Gli elementi contenuti in questa tipologia di rivestimento sono ossidi di ferro, ferroleghe di Mn, Si e soprattutto carbonati di calcio e magnesio ai quali viene aggiunto, per facilitarne la fusione, fluoruro di calcio (fluorite).
Come detto in precedenza la fluorite contribuisce all’instabilità dell’arco elettrico e di conseguenza per la saldatura con questo elettrodo, si deve utilizzare la corrente continua Polarità inversa (positivo sulla torcia).
La scoria prodotta con gli elettrodi basici è difficile da rimuove e da rifondere, per tale motivo bisogna asportarla totalmente specie nel caso di passate successive; se la scoria rimane nelle irregolarità del cordone e non viene asportata, può generare “porosità solide”.
La saldatura con gli elettrodi basici, deve essere eseguita con archi corti per evitare la formazione di porosità allungate dette anche “tarli”.
Il trasferimento del materiale avviene tramite gocce molto grosse che possono creare facilmente dei cortocircuiti.
La presenza di carbonati di calcio nel rivestimento, consente di depurare il bagno da elementi bassofondenti come zolfo e fosforo, ottenendo depositi ad alta purezza e con buone caratteristiche meccaniche; per tale ragione questi elettrodi devono essere utilizzati nelle saldature di materiali soggetti alla criccabilità a caldo.
Una delle più grosse problematiche di questo tipo di rivestimento è data dall’elevata igroscopicità. Allo scopo di eliminare le tracce di umidità dal rivestimento l’elettrodo deve essere ben trattato in appositi fornetti altrimenti si potrebbe incorrere nelle problematiche della criccabilità a freddo.
Scelta degli elettrodi
La scelta del tipo di elettrodi deve tener conto delle caratteristiche del materiale base che si deve saldare; č quindi opportuno conoscerne la composizione chimica, le caratteristiche meccaniche tensili e di tenacitą, la struttura metallografica ed in fine la posizione di esecuzione della saldatura.
NORME EUROPEE SUGLI ELETTRODI
La normativa europea di riferimento per gli elettrodi č la EN 499. La norma classifica, mediante una designazione alfanumerica, il tipo di elettrodo in funzione delle sue proprietą. Ad esempio:
EN499 E 46 3 1Ni B 5 4 H5
EN499: Normativa di riferimento
E: Elettrodo
46: Indica il carico di snervamento minimo
3: Garantito il valore di resilienza di 47J ad una temperatura di -30°C
1Ni: Composizione chimica che indica una percentuale di Nichel di circa 1.00%
B: Tipo di rivestimento, in questo caso Basico
5: Rendimento e corrente
4: Posizione di saldatura
H5: Il tenore di idrogeno su un deposito di 100gr di saldatura.
Altre normative europee classificano gli elettrodi in base alla tipologia del riporto in saldatura, si vedano a tal proposito le norme
EN 757 – Materiali di apporto per saldatura – Elettrodi rivestiti per saldatura manuale ad arco di acciai ad alta resistenza – Classificazione
EN 1599 – Materiali di apporto per saldatura – Elettrodi rivestiti per saldatura manuale ad arco di acciai resistenti allo scorrimento viscoso – Classificazione
EN 1600 – Materiali di apporto per saldatura – Elettrodi rivestiti per saldatura manuale ad arco di acciai inossidabili e di acciai resistenti ad alta temperatura – Classificazione
Elettrodi – Norme AWS
Oltre alle normative europee si fa spesso riferimento alle norme AWS dove la designazione è così definita:
E – XX – XX
E – elettrodo
Primo numero – indica Resistenza e snervamento minimo del metallo depositato (vedi tabella 1)
Secondo numero – indica il tipo di elettrodo (vedi tabella 2)
Tabella 1
Resistenza e snervamento minimo del metallo depositato
| N° | Resistenza (N/mm²) | Snervamento (N/mm²) |
| 60 | 430-460 | 340-380 |
| 70 | 480-500 | 390-420 |
| 80 | 550 | 460-550 |
| 90 | 620 | 530-620 |
| 100 | 690 | 600-690 |
| 110 | 760 | 670-760 |
| 120 | 830 | 740-830 |
Tabella 2 – Tipo di elettrodo
| n° | Significato |
| 10 | Elettrodi cellulosici per c.c. polarità inversa (polo positivo all’elettrodo) |
| 11 | Elettrodi cellulosici per c.a. o c.c. polarità inversa (polo positivo all’elettrodo) |
| 12 | Elettrodi al rutilo per c.a. o c.c. (polarità diretta) |
| 13 | Elettrodi al rutilo per c.a. o c.c. |
| 14 | Elettrodi al rutilo a elevato rendimento per c.a. o c.c. |
| 15 | Elettrodi basici per c.c. polarità inversa |
| 16 | Elettrodi basici per c.a. o c.c. polarità inversa |
| 18 | Elettrodi basici a elevato rendimento per c.a. o c.c. polarità inversa |
| 20 | Elettrodi acidi per c.a. o c.c. |
| 22 | Idem per sola saldatura d’angolo |
| 24 | Elettrodi al rutilo a elevato rendimento per c.c. o c.a. |
| 27 | Elettrodi acidi a elevato rendimento per c.c. o c.a. |
| 28 | Elettrodi basici a elevato rendimento per c.a. o c.c. polarità inversa |
| 48 | Elettrodi basici a elevato rendimento per c.a. o c.c. polarità inversa |
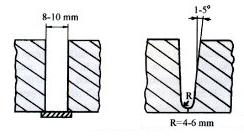
PREPARAZIONE DEI LEMBI
La preparazione dei lembi deve essere eseguita tenendo conto dello spessore del materiale base della simmetria del giunto e dell’apporto di materiale che deve essere il più ridotto possibile.
-Preparazione a lembi retti
Spessore (t) fino a 6 mm, con gola (g) pari a 0,25÷0,5 t
-Preparazione a V
Lamiere (a=60°, g= 2÷3 mm, s= circa 1,5 mm)
Tubi (a=70°, g= 1D ascendente, g=1/2D discendente, s= 1÷1,25 mm)
-Preparazione a U
Usata per spessori maggiori di 20 mm
-Preparazione ad X
Usata per t 15÷40 mm
Simmetrica o dissimetrica
-Saldature con piattino di sostegno
s=0
Risulta essere possibile eseguire il primo strato in due passate
DIFETTOSITA’ PIU’ FREQUENTEMENTE OSSERVABILI NELLA SALDATURA AD ELETTRODO
I difetti tipici che possiamo riscontrare nei cordoni di saldatura eseguiti ad elettrodo sono i seguenti:
-Inclusioni di scoria
maneggio errato dell’elettrodo
elettrodo troppo grosso
scarsa rimozione della scoria
-Porosità
inquinamento del bagno fuso con grasso, vernice, ruggine
eccessiva lunghezza d’arco
-Incisioni marginali
corrente elevata
arco troppo lungo
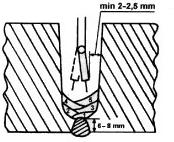
FIAMMA OSSIACETILENICA
Risulta essere un processo di saldatura autogena tramite fiamma. Il gas utilizzato è una miscela di acetilene e ossigeno che permette di raggiungere una temperatura molto elevata (3030 °C).
Nonostante sia un sistema di saldatura piuttosto semplice, molto utilizzato nelle officine ed in cantiere perché l’attrezzatura necessaria è poco ingombrante e permette di eseguire saldature in posizioni piuttosto scomode, su tubazioni in prima passata.
Con questa tecnica si ha una buona distribuzione di calore sulla superficie da saldare inoltre la fiamma è rigida e quindi ben orientabile.
Di contro l’elevato e diffuso calore, genera zone termicamente alterate molto ampie e ritiri termici elevati. Il processo si applica limitatamente alla saldatura di spessori ridotti, viene quindi utilizzato per saldature di tubi non ripresi di piccoli spessori e lamiere di spessore compreso tra 6 e 8 mm.
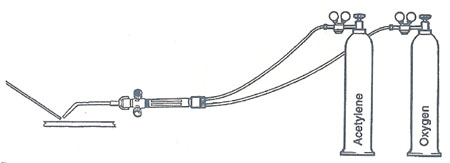
ATTREZZATURA
Ossigeno ed acetilene sono forniti da bombole collegate al cannello ossiacetilenico mediante tubi flessibili muniti di valvole di sicurezza. L’afflusso è regolato da rubinetti posti all’estremità dell’impugnatura, all’interno della quale i gas si miscelano nelle proporzioni richieste per poi passare attraverso la lancia e uscire dal beccuccio: quest’ultimo è intercambiabile in modo da poterne adattare il calibro al tipo di fiamma voluto.
La combustione dei due gas avviene all’uscita del cannello; la fiamma deve essere regolata in base al materiale da saldare ad alla protezione atmosferica gassosa da applicare.
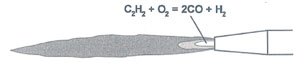
La fiamma può essere suddivisa in tre zone:
-Una prima zona è quella immediatamente adiacente all’ugello del cannello; qui avviene la prima combustione detta appunto combustione primaria. L’acetilene reagisce con l’ossigeno fornito dalla bombola e forma monossido di carbonio e idrogeno che, in questa fase, non partecipa ad alcuna reazione. In questa prima reazione, a causa della insufficiente quantità di ossigeno che esce dal cannello, non avviene la completa combustione dell’acetilene, e la reazione esotermica fornisce circa un terzo del calore totale generato dalla combustione completa dell’acetilene. La comustione primaria è visibile sotto forma di piccolo cono denominato “dardo” in cui la temperatura è di circa 1200 °C.
-La combustione completa avviene nelle immediate vicinanze del dardo grazie all’ossigeno che circonda la fiamma stessa determinando una combustione secondaria che evidenzia una nuova zona della fiamma denominata zona riducente; qui il monossido di carbonio liberato dall’acetilene reagisce di nuovo con l’ossigeno, che questa volta deriva dall’ambiente circostante, per formare anidride carbonica mentre l’idrogeno, anch’esso liberato nel primo stadio, reagisce con l’ossigeno atmosferico per formare acqua. Anche queste reazioni sono esotermiche e sono responsabili dei due terzi del calore totale generato dalla combustione completa dell’acetilene. In questa zona la temperatura è di circa 3100 °C.
-Lo sviluppo di calore mantiene poi i prodotti finali ad elevata temperatura dando luogo ad una maggiore luminosità dei gas e vapori prodotti fino a quando, con i calare della temperatura l’effetto svanisce; tale area viene detta pennacchio, ed è caratterizzata da una temperatura prossima ai 2400°C.
TIPI DI FIAMMA
-Fiamma neutra
Quando la combustione dell’acetilene in combinazione con l’ossigeno inizia in prossimità del cannello e termina nella parte iniziale del pennacchio, si ha una fiamma detta Neutra.
-Fiamma carburante
Se l’ossigeno erogato non č sufficiente per completare la combustione primaria dell’acetilene, la combustione di quest’ultimo sarą parziale e parte del carbonio costituente l’acetilene rimane libero nella fiamma e tende a passare nel bagno fuso: per questo tale fiamma viene detta “fiamma carburante”.
-Fiamma ossidante
Contrariamente al caso precedente, la fiamma Ossidante, la si ottiene nel caso di eccesso di ossigeno alla punta del cannello.
Con questa regolazione la combustione avviene immediatamente in prossimità dell’uscita del cannello con una conseguente riduzione, od eliminazione, della zona riducente.
La fiamma, in questo modo, tende a cedere ossigeno al bagno di fusione.
Accensione e spegnimento
Procedura di avviamento cannello.
Seguire esattamente la seguente procedura di accensione
-Impugnare il cannello ed aprire il rubinetto dell’acetilene
-Accendere la fiamma con un opportuno dispositivo ottenendo una fiamma fuligginosa
-Aprire il rubinetto dell’ossigeno e regolare secondo la necessitą.
Procedura di spegnimento cannello.
Seguire esattamente la seguente procedura
-Chiudere il rubinetto dell’acetilene
-Chiudere il rubinetto dell’ossigeno
-Chiudere la bombola dell’acetilene
-Chiudere la bombola dell’ossigeno
I procedimenti di accensione e di spegnimento devono essere eseguiti in queste esatte sequenze per evitare ritorni di gas nelle bombole e possibili esplosioni.
Tecniche operative
-Tecnica da destra a sinistra avanti
Tenere il cannello con la mano destra e la bacchetta con la mano sinistra e procedere da destra verso sinistra con movimento oscillatorio.
Questa tecnica è adatta per la saldatura di lamiere di piccolo spessore, a lembi retti. Dal momento che la sorgente termica investe una zona più estesa abbiamo il rischio di incollature e ingrossamento del grano.
-Tecnica da sinistra a destra all’indietro
Tenere il cannello con la mano destra e la bacchetta con la mano sinistra e procedere da sinistra verso destra con movimento oscillatorio trasversale della punta più limitato rispetto alla precedente tecnica.
In questo modo, la sorgente termica è diretta prevalentemente sul bagno e verso la bacchetta con il risultato di ottenere minore diluizione di materiale base e maggiore deposito di materiale d’apporto; inoltre il movimento della fiamma sul bagno non è più oscillatorio come nella tecnica precedente ma rotatorio in modo da creare una specie di vortice in grado di contribuire alla penetrazione del materiale d’apporto. Grazie a questa tecnica si possono saldare lamiere di dimensioni maggiori.
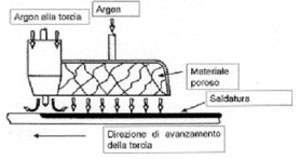
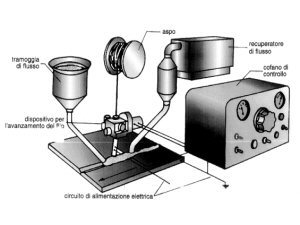
ARCO SOMMERSO
Il processo di saldatura in arco sommerso è un processo del tutto, o almeno parzialmente, automatizzato e può essere impiegato per una vasta gamma di spessori fornendo giunzioni di elevata qualità eseguite in condizioni controllate.
L’arco elettrico scocca direttamente sul pezzo ed è alimentato da un filo continuo.
In questo tipo di procedimento, non è presente il gas di protezione in quanto il bagno fuso è protetto dall’ossidazione da una copertura di un flusso granulare o pulverulento, erogato da una tramoggia, che mantiene il giunto fuori dal contatto dell’aria. Il flusso può avere anche la funzione di fornire al giunto fuso elementi in lega, disossidanti, ecc. Il flusso, che copre completamente il bagno impedendone la visibilità, determina poi la formazione di scoria superficiale che dovrà essere in seguito asportata.
L’alimentazione del bagno attraverso il filo viene effettuata automaticamente, come nei processi di saldatura MIG o MAG, solo che in questo caso, viste le dimensioni del filo, l’autostabilità della macchina è ritardata.
Non è possibile eseguire delle saldature in posizione a causa del flusso che tenderebbe a precipitare.
Attrezzatura
Un impianto automatico di saldatura ad arco sommerso è tipicamente costituito da
Bobina per alimentazione filo
Tramoggia per il flusso
Impianto di recupero flusso
Generatore a caratteristica piana o cadente
Generatori
I generatori per il processo ad arco sommerso possono funzionare sia in corrente continua sia in corrente alternata: la corrente continua è più utilizzata in quanto permette migliore costanza di penetrazione e più regolare svolgimento dei fenomeni metallurgici.
La corrente alternata viene utilizzata quando sulla zona da saldare sono presenti dei campi magnetici dovuti, ad esempio, alla lavorazione di macchina per la preparazione dei cianfrini; utilizzando la corrente alternata si minimizza il problema del soffio d’arco.
La stabilità del sistema è in funzione della relazione Velocità di fusione = Velocità avanzamento filo; viste le dimensioni rilevanti dei fili di materiale d’apporto, la macchina fa fatica a ripristinare la stabilità del sistema automaticamente, per tale problematica sono stati messi a punto nuovi sistemi di stabilizzazione, il collegamento del motore per l’avanzamento del filo direttamente alla tensione dell’arco o con tensione differenziata.
Caratteristiche del processo ad arco sommerso
Questo tipo di processo presenta le seguenti caratteristiche
-Elevati valori di densità corrente (si passa dai 180-200A dei procedimenti MIG MAG ai 700A dell’arco sommerso).
-Elevati apporti termici (con conseguente problematica delle cricche a caldo)
-Produttività elevata
-Sicurezza dell’operatore (in quanto l’arco è sommerso dal flusso)
-Il flusso è molto igroscopico e se non viene ben trattato può apportare idrogeno nel bagno con conseguente problematica delle cricche a freddo.
-Spessori elevati: si possono saldare grossi spessori adottando anche più fili contemporaneamente. Per contro lo spessore da saldare deve essere almeno di 8 mm altrimenti, a causa delle correnti elevate, si sfonda il cianfrino. (Per sopperire a tale problematica si possono utilizzare i piatti di sostegno).
FATTORI CHE INFLUENZANO LA SEZIONE E LA QUALITA’ DEL CORDONE DI SALDATURA
I fattori più importanti che influenzano la qualità del cordone di saldatura sono:
-Intensità di corrente e la polarità
La corrente influenza la penetrazione del cordone di saldatura quindi maggiore corrente maggiore penetrazione.
Alla corrente è legata anche la velocità del filo in quanto, all’aumentando della prima, deve di conseguenza aumentare anche la velocità del deposito e quindi del filo.
Saldando in polarità diretta, filo negativo, si utilizza tale polarità nel caso di saldature di riporto o placcature in quanto il materiale di deposito è inferiore; saldando in polarità inversa, filo positivo, si hanno maggiori penetrazioni.
La corrente alternata determina un comportamento intermedio ai due tipi di collegamento; viene comunque utilizzata nel caso di saldature multifili o nel caso di presenza di campi magnetici sui cianfrini.
-Tensione di saldatura
La tensione di saldatura influisce sulla larghezza del bagno di fusione, bisogna utilizzare una tensione dai 40 ai 45 Volt, altrimenti si creano dei bagni troppo grandi che scoprirebbero l’arco favorendo l’insorgere di porosità.
-Velocità della saldatura
La velocità di saldatura influisce, in modo inversamente proporzionale, sulle dimensioni del bagno. Le dimensioni del bagno diminuiscono all’aumentare della velocità di saldatura.
Un’elevate velocità può determinare incisioni marginali e porosità.
-Stich-out
Aumentando la lunghezza dello stick-out, quest’ultimo si scalda per effetto Joule e aumenta la
velocità di deposito diminuendo la penetrazione.
-Diametro del filo
Il diametro del filo determina la densità di corrente, ad esempio, a parità di corrente e di tensione, diminuendo il dimetro del filo, aumenta la densità di corrente sullo stesso: questo porta ad una maggiore penetrazione ed alla riduzione della larghezza del cordone.
-Quantità di flusso
Il flusso influenza la forma del cordone. Se il flusso ha uno strato sottile, l’arco non è ben protetto e si ottiene un cordone difettoso; al contrario, con un flusso in eccesso, si ha un cordone poco profondo ma arrotondato.
FILI
I fili hanno diametro che può andare da 1,6 a 6 mm, sono forniti sotto forma di bobine, e devono essere sbobinati senza tensionatura o torsionatura del filo.
La superficie dei fili è ricoperta da un sottile strato di rame o di nichel che funge da protezione contro eventuali attacchi atmosferici e buona conducibilità all’alimentazione elettrica.
I fili sono classificati secondo le seguenti normative
-UNI 8030 – Fili pieni per saldatura ad arco sommerso di acciai non legati o ad alto limite di snervamento e relativi sopporti. Dimensioni, classificazione e condizioni tecniche generali di fornitura
-UNI 8410 – Fili e bacchette di acciaio per saldatura in gas protettivo e ad arco sommerso di acciai legati inossidabili e refrattari e relativi sopporti e contenitori. Dimensioni, classificazione e condizioni tecniche generali di fornitura
-UNI EN 756 – Materiali di apporto per saldatura. Fili ed abbinamenti filo-flusso per saldatura ad arco sommerso di acciai non legati e a grano fino. Classificazione.
Inoltre vi sono le normative americane dell’AWS (American Welding Society)
Il simbolo S indica che è un materiale d’apporto per i processi di saldatura ad arco sommerso.
FLUSSI
I flussi sono fondamentali per la protezione del bagno di fusione e dell’arco elettrico durante il processo di saldatura ed hanno funzioni paragonabili ai rivestimenti degli elettrodi.
Contengono ossidi, silicati e ferroleghe in modo da creare reazioni chimiche nel bagno di fusione e di aggiungere elementi di lega.
Ci sono due tipi di flussi:
-flussi prefusi
-flussi agglomerati
Abbiamo poi “flussi misti” ottenuti dalla miscelazione dei due.
Flussi prefusi
Hanno aspetto vetroso e sono ottenuti per fusione in forno dei minerali di partenza a 1500-1700°C, questi vengono di seguito colati in vasca e, dopo la solidificazione, sono macinati a granulometria controllata.
Il flusso prefuso non è particolarmente attivo, risulta scarsamente disossidante quindi bisogna abbinarlo con fili contenenti Manganese (che è un ottimo disossidante); occorre utilizzare fili con tenore in manganese doppio rispetto a quello che si vuole ottenere sulla zona fusa. Altro elemento contenuto è il silicio, elemento fragilizzante.
Il flusso prefuso crea una scoria facilmente asportabile, ed il flusso non saldato può essere riutilizzato; per tale ragione si prevedono, a seguito del filo, impianti di recupero flusso.
Il flusso prefuso non è igroscopico e quindi si può saldare ad alta velocità.
Flussi agglomerati
I flussi agglomerati vengono ricavati da fine macinazione dei minerali e di seguito cotti in forno con un’agglomerante.
Date le temperature di trattamento, inferiori a quelle dei prefusi, questa tipologia di flussi conserva l’azione metallurgica ed è in grado di apportare manganese e silicio nel bagno fuso; per tale motivo i flussi agglomerati devono essere utilizzati con fili a bassi tenori di manganese.
Il colore più opaco li differenzia dai flussi prefusi, sono inoltre igroscopici e quindi devono essere condizionati, a strati sottili, in forno; in caso contrario si rischia l’introduzione di idrogeno nel bagno fuso.
I flussi agglomerati non possono essere riutilizzati perché non si otterrebbe la stessa azione metallurgica.
I flussi agglomerati si dividono in tre tipologie
-flussi acidi (azione disossidante)
-flussi neutri (azione disossidante e depurante)
-flussi basici (azione depurante)
Flussi misti
Allo scopo di sfruttare al meglio le proprietà dei due flussi esistono in commercio i flussi misti, miscele delle due tipologie sopra citate. I due tipi sono trattati diversamente, come descritto e, successivamente, vengono portati alla stessa granulometria e quindi miscelati.
Si usa questa tipologia di flusso per ridurre gli svantaggi caratteristici delle due tipologie di flusso; si ottiene una miscela che permette di limitare l’igroscopicità, e può assicurare buona velocità di avanzamento e limitato arricchimento in silicio del bagno di fusione.
Al termine della saldatura il flusso residuo non può essere più utilizzato ed è quindi meglio non eccedere in quantità di flusso durante il processo.
Placcature
Mediante il processo ad arco sommerso è possibile anche effettuare dei riporti superficiali (placcature) di materiali duri su supporti di acciai bassolegati o dolci.
Il procedimento può prevedere sistemi di saldatura a fili multipli, che possono essere disposti sia sulla stessa linea trasversalmente o longitudinalmente (tandem), correnti basse ed alte velocità. Questi parametri puntano a ridurre il più possibile la penetrazione in modo da limitare il fenomeno della diluizione del materiale d’apporto ad opera del materiale base sottostante. Questo fenomeno può poi essere limitato anche mediante l’uso di una particolare tecnica che prevede l’utilizzo di un materiale di sottofondo di opportuna composizione; il materiale d’apporto può essere fornito sottoforma di nastro anziché di filo, il chè permette di operare con una corrente piuttosto bassa se rapportata alla sezione del nastro rispetto a quella del filo.
NARROW-GAP
La tecnica di saldatura narrow-gap presenta i seguenti vantaggi:
-bassa richiesta di energia
-ridotto consumo di materiali d’apporto
-minore tempo di lavorazione
-minore distorsione del pezzo
Il narrow-gap è adatto per la saldatura di lamiere e piatti con spessore compreso tra 25 e 300 mm. I giunti che devono essere saldati vengono preparati a facce parallele o con una leggera conformazione ad U. I giunti a facce parallele sono più semplici da preparare tuttavia successivamente, durante il processo di saldatura, possono aversi difficoltà dovute ad una contrazione il cui risultato potrebbe determinare una parziale incollatura sul lato del cianfrino.
Per questa ragione è consigliata la preparazione del giunto a forma di U, poiché con essa non viene richiesta nessuna protezione supplementare, la fusione delle pareti al margine inferiore del giunto è più facile il ritiro da raffreddamento è meno problematico.
Il beneficio economico nell’applicazione della tecnica narrow-gap deriva dal costo inferiore del materiale d’apporto, dal risparmio di energia e di tempo richiesto per colmare un volume di saldatura decisamente più ridotto.
Altri fattori di convenienza sono relativi ad una meno complicata preparazione dei giunti, ridotto tempo di permanenza alle elevate temperature, minor distorsione dovuta al minor volume del metallo d’apporto.
Requisito fondamentale, per evitare difetti di saldatura, è un appropriato controllo del processo. Le torce di saldatura sono progettate in modo da garantire un controllo meccanico di precisione. La saldatura di narrow-gap è usata soprattutto per le tecniche MIG/MAG, TIG e ad ad arco sommerso.
Narrow-gap MIG
Per assicurare un’adeguata fusione dei lembi del giunto, la saldatura dovrebbe essere
effettuata alternativamente sul lato destro e sul lato sinistro del cianfrino.
Narrow-gap TIG
La tecnica TIG permette di ottenere un’elevata qualità di saldatura in tutte le posizioni, è particolarmente adatta per essere utilizzata in giunti narrow-gap sebbene la produttività sia piuttosto bassa. Per la buona riuscita della saldatura è fondamentale garantire una buona protezione gassosa ed il raggiungimento di entrambi i lati del giunto.
Questo metodo è utilizzato soprattutto per acciai basso legati e per acciai inossidabili.
Narrow-gap ad arco sommerso
L’applicazione della tecnica ad arco sommerso in un giunto narrow-gap, prevede l’utilizzo di una torcia piuttosto stretta.
Il metodo migliore per applicare questa tecnica è fare in modo che il materiale d’apporto sia rilasciato alternativamente a destra ed a sinistra. L’elettrodo dovrebbe essere angolato verso la parete del giunto e posizionato con molta attenzione, cosa che determinerà anche l’automatica eliminazione delle scorie.
SALDATURA A RESISTENZA
La saldatura a resistenza è una saldatura autogena, per pressione, senza materiale d’apporto. Viene largamente impiegata nei settori dell’automotive, ferroviario, componentistica elettronica, ecc.
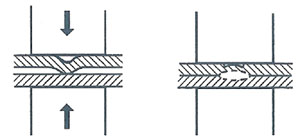
La saldatura viene eseguita applicando, mediante due elettrodi conduttori di corrente, una certa pressione sui materiali da saldare, tenuti sovrapposti: si ottiene una saldatura detta a punti.
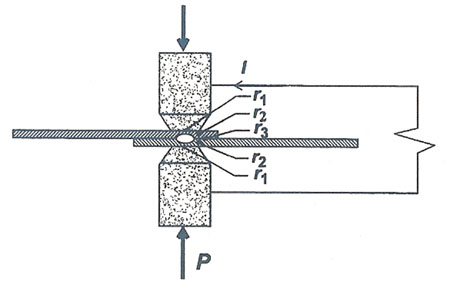
Principio di funzionamento
Chiudendo il circuito, le punte degli elettrodi agiscono a pressione sulle lamiere, di seguito avviene il passaggio di corrente e le due lamiere si saldano in un unico punto.
La saldatura avviene subito dopo il passaggio di corrente; questo, per effetto joule, determina il riscaldamento del materiale da saldare. Il calore prodotto è calcolabile mediante la formula
Q= R x I² x t dove
R è la resistenza data dal materiale da saldare posto tra i due elettrodi
I è la corrente
t è il tempo nel quale le lamiere restano sotto pressione.
Come si può notare dal diagramma, aumentando la pressione degli elettrodi, la resistenza sugli stessi diventa sempre più bassa in modo tale da concentrare il calore al centro, tra le due lamiere, dove la resistenza è superiore.
La saldatura ottenuta ha una forma a nocciolo fuso tra le due zone sottoposte a pressione; attorno al nocciolo, dove la temperatura non ha raggiunto la temperatura di fusione, superando tuttavia quella di forgiatura, si forma un sottile guscio di metallo allo stato plastico che la pressione salda lungo il piano di contatto.
Questa guaina oltre ad impedire che il metallo fuso del nocciolo venga proiettato all’esterno sotto la pressione, lo protegge da qualsiasi ossidazione atmosferica.
SALDATURA A PUNTI
La saldatura a punti è uno dei processi di saldatura più utilizzati che rientra nel capitolo della saldatura a resistenza.
I parametri che caratterizzano questa tipologia di saldatura sono di seguito elencati
-Intensità di corrente
Per ottenere una buona saldatura a punti è necessario utilizzare valori di corrente piuttosto elevati. La corrente è strettamente legata alla legge di Joule dove l’energia sottoforma di calore è proporzionale al prodotto del quadrato della corrente di erogazione con la resistenza, che in questo caso è rappresentata dalla sovrapposizione dei due materiali base.
Un altro parametro da considerare è il tempo, infatti a parità di energia ad una diminuizione del tempo deve corrispondere un aumento della corrente.
La corrente è comunque legata alla pressione, in quanto con pressioni superiori si ha minore resistenza nelle zone di contatto, e tale resistenza si concentra tra i due materiali andando ad aumentare l’intensità di corrente.
Durante la fase di saldatura, l’intensità di corrente può rimanere costante o variare a seconda delle nostre necessità operative, e dall’andamento di quest’ultima si ottengono i cicli di corrente.
-Ciclo a corrente costante
Durante le fasi iniziali di saldatura, la corrente rimane costante, ma in realtà questa subisce delle variazioni man mano che aumenta la pressione.
Nella fase di aumento della pressione sui due elettrodi la resistenza di contatto sugli stessi va diminuendo all’aumentare della pressione stessa, in questo modo la corrente troverà una resistenza di contatto inferiore, mentre incontrerà una resistenza superiore in corrispondenza dell’interfaccia dei due materiali.
-Ciclo a preriscaldo
In base ai tipi ed agli spessori di materiali che si vanno ad unire, si può adottare anche un ciclo di preriscaldo.
Tale ciclo corrisponde ad un iniziale passaggio di corrente di debole intensità, fino a quando i pezzi non diventano rossi in corrispondenza degli elettrodi e di seguito si lancia il ciclo di saldatura.
-Ciclo post riscaldo
Terminata la saldatura, dopo qualche secondo di raffreddamento si fa passare una corrente di minore intensità attraverso il punto di saldatura.
Questo tipo di trattamento serve per rinvenire la saldatura stessa da strutture di tempra, in quanto tale metodo è soggetto a questo tipo di problematica.
-Pressione
La pressione è un altro fattore di rilevante importanza per la saldatura a resistenza, in quanto dipende da questo parametro sia l’unione dei due materiali a contatto, sia la concentrazione di calore al punto di unione dei due materiali base.
Durante la fase di saldatura la pressione segue tre fasi essenziali:
-Fase di accostamento
La fase di accostamento consiste nel portare i due materiali a diretto contatto tra loro e l’intensità della pressione alle punte deve fare combaciare perfettamente le due forme degli oggetti da saldare, escludendo anche una minima zona di luce fra i due materiali.
-Fase di saldatura
La pressione in questa fase è di rilevante importanza infatti serve per mantenere l’accostamento delle lamiere, per agire sulle resistenze di contatto in modo tale da concentrare la resistenza al centro e per mantenere chiuso il guscio plastico ed evitare che il materiale fuso schizzi all’esterno.
-Fase di raffreddamento
La pressione deve essere mantenuta fino alla solidificazione del materiale fuso.
Tempo di saldatura
Durante la saldatura il tempo è strettamente legato all’intensità di corrente, e determina le seguenti considerazioni
-A pressione costante, se aumentiamo la corrente, il tempo di saldatura diminuisce.
-A corrente costante, se aumentiamo la pressione, diminuisce la resistenza di contatto e di conseguenza va aumentato il tempo di saldatura.
Per una regolazione del generatore, all’aumentare della pressione aumenta proporzionalmente la corrente e di conseguenza va diminuito il tempo di saldatura.
Questi fattori sono strettamente legati alla produttività in quanto con pressioni e correnti elevati si riducono i tempi di saldatura e si ottiene un minore riscaldamento delle parti saldate ed una maggiore produttività.
Per poter eseguire una saldatura rapida, serve monitorare le superfici dei materiali che si devono accostare e successivamente saldare. A tale riguardo le superfici devono essere perfettamente pulite ed esenti da ossidi, ed in generale per ottenere una saldatura efficace bisogna scegliere il punto migliore del profilo dell’oggetto da saldare, cioè quello che ha la superficie piana più estesa possibile.
Sequenza di saldatura
Con la saldatura a resistenza, a seconda del tipo di materiale e dello spessore che si deve saldare, si possono effettuare vari cicli di saldatura agendo sulla corrente e sulla pressione.
Ciclo di saldatura normal
La sequenza di saldatura si divide in più fasi
-La pressione aumenta fino ad un certo limite pre-impostato.
-Parte la corrente per un tempo t a pressione costante.
-A fine saldatura, la corrente diminuisce fino a zero mantenendo la pressione per qualche frazione di secondo.
-La pressione va a zero.
Ciclo di saldatura con forgiatura
La sequenza di saldatura si divide in più fasi
-La pressione aumenta fino ad un certo limite pre-impostato.
-Parte la corrente per un tempo t a pressione costante.
-A fine saldatura, la corrente diminuisce fino a zero, contemporaneamente si aumenta la pressione per un certo tempo.
-La pressione va a zero.
Ciclo di saldatura con tempra ricottura e forgiatura
La sequenza di saldatura si divide in più fasi
-La pressione aumenta fino ad un certo limite pre-impostato.
-Parte la corrente per un tempo t a pressione costante.
-A fine saldatura, la corrente diminuisce fino a zero, contemporaneamente si aumenta la pressione.
-Avviene il raffreddamento del nocciolo che porta alla tempra.
-Si torna a fare passare corrente a più bassa intensità, che serve per il rinvenimento e poi la si riporta a zero.
-Si mantiene ancora costante la pressione per la fase di forgiatura e poi si va a zero.
SALDATURA A RILIEVI
La saldatura a rilievi ha lo stesso principio di funzionamento della saldatura a punti, solo che in questo caso in una delle lamiere è stata effettuata una lavorazione preliminare.
La lavorazione preliminare consiste nell’effettuare dei rilievi sulla lamiera tramite il processo di imbutitura.
Durante la fase di preparazione, le lamiere non vengono saldate tramite elettrodi, ma bensì tramite due pistoni collegati che fungeranno anche da piano di pressione e di contatto.
In questo caso, verranno effettuati contemporaneamente tre punti di saldatura molto vicini tra loro.
Con tale sistema si avranno processi di lavorazione ad elevata produttività, ed allo stesso tempo la macchina viene poco usurata.
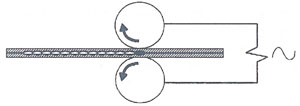
SALDATURA A RULLI
La saldatura a rulli appartiene alla categoria dei processi di saldatura a resistenza, con tale metodo si hanno procedimenti di saldatura molto più rapidi e lineari contribuendo ad una elevata produttività.
Il processo di saldatura consiste nel passaggio delle due lamiere da saldare attraverso alcuni rulli rotanti. Tali rulli sono sottoposti e passaggio di corrente di intensità crescente, ottenendo in questo modo una saldatura longitudinale continua delle due lamiere.
SALDATURA PER SCINTILLIO
Il processo di saldatura per scintillio viene effettuata tramite contatto elettrico di due particolari con l’ausilio di una pressione tra gli stessi.
Per descrivere più dettagliatamente tale processo di saldatura serve specificare che tale tecnica avviene afferrando i due particolari da saldare tra due morse collegate ad una determinata tensione di corrente.
Di seguito questi due particolari vengono accostati con un conseguente passaggio di corrente tra i due oggetti afferrati.
La corrente incontra una resistenza nelle superfici di contatto, sprigionando per effetto Joule una fonte di calore tale da fondere le due estremità.
I vantaggi di questo tipo di saldatura sono
Non serve preparare le superfici oggetto della saldatura.
Riscaldamento localizzato; minore deformazioni e consumo di corrente.
Si saldano superfici a diversa conduttività elettrica.
Si saldano anche materiali diversi e con differente conduttività.
Saldatura priva di ossidi.
Buone caratteristiche meccaniche.
Svantaggi
Lo scintillio può interessare punti molto lontano dalla zona saldata.
La zona ricalcata è molto irregolare ed appariscente, perciò bisogna effettuare una successiva lavorazione meccanica per la finitura.